With the rapid development of today’s information management technology, wireless communication technology and bar code, RFID technology, the era of fully automated, digital and real-time warehouse management has arrived. More and more new technologies such as barcode, wireless communication technology and RFID and other related technologies are gradually applied in all aspects of warehousing production.
Today, the supply chain has become a key area of competition among enterprises. The integration and management of the supply chain also means that enterprises will face a series of new technology challenges.
Reasonable and efficient supply chain management can obtain customer needs, share information in the entire supply chain, so that enterprises can accurately predict the possibility of inventory shortages, and make timely replenishment to avoid any delays that may result, and ensure the plan from start to finish And execution synchronization. Through collaboration in the supply chain, companies can reduce the size of inventories, shorten the payback period of investments, improve the quality of products and services, and accelerate the company’s response to the market.
In the supply chain management, the most critical technology is the tracking of goods. At present, the information label tracking technology commonly used in supply chain management systems is bar code technology. Barcode technology has various deficiencies, such as reading only one label at a time, the amount of data is limited, Poor environmental adaptability and the same bar codes for the same products limit the improvement of the efficiency of the supply chain.
This solution adopts RFID tag technology to solve these problems.
RFID is a kind of radio frequency data collection technology, is the best cargo tracking method, it is superior to barcode recognition technology in that RFID can dynamically identify high-speed moving objects and can simultaneously recognize multiple electronic tags, the recognition distance is large, and it can adapt Harsh environment. At the same time, because electronic tags can uniquely identify commodities, goods can be tracked throughout the entire supply chain, and real-time control of where the commodities are in the supply chain.
The implementation of the electronic label system program can achieve the following goals and obtain the expected economic benefits:
1、 Shorten the work flow
2、 Improve the quality of inventory operations
3、 Increase the throughput of the distribution center
4、 Reduce operating costs
5、 Logistics tracking in the supply chain
6、 Increase the transparency of supply chain management
7、 Capture data on the process
8、 The transmission of information is more rapid, accurate and safe.
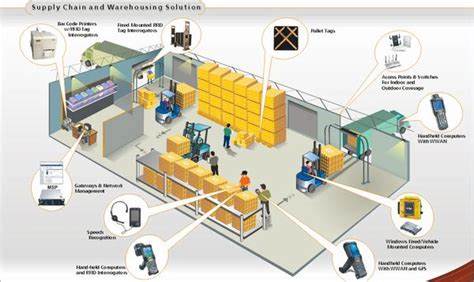
Commodities flow through the entire supply chain. The most frequent operations are out/in operations and warehousing management. The following focuses on the application of RFID in out/in storage management to fully introduce the electronic label system solution.

System introduction Warehouse application system framework
A. Packaging and labeling system
Before the goods enter the warehouse, set up a packaging area
According to the actual warehouse management application requirements, the corresponding single product is packaged into a separate package according to the specified quantity, the operation information is written into the label, and the label is hung or pasted on the packaging box.
B. In-out inspection system
1、System Components:
■ RFIDStation in and out of the warehouse: fixed reader/antenna, sensor system, process controller, indicator light, alarm, indicator panel
■ Label selection and installation: pallet label RPC, packing box label.
C. Forklift stacking and picking system
1, System Components
■ Forklift stacking and picking RFID Station: vehicle-mounted terminal (WLAN), Reader/antenna,
■ Label selection and installation: tray label RPC
2, Typical application process
Forklift stacking and picking systems are usually used for pallets and large containers. Reader/antenna is connected to industrial-grade vehicle-mounted terminals (built-in WLAN).
3, Application revenue
It can automatically target pallet stacking and picking, and improve pallet cargo handling, planning, and forecasting capabilities.
D. Inventory
The staff uses a handheld terminal to read the data in the pallet label. The pallet label records the actual number of commodities carried on the pallet. It can realize real-time data transmission through the wireless network, or collect the data in batches after collecting the data in half-day time units. The processing method is transferred to the background management system. Therefore, through the automatic collection method of RFID technology, fully automatic real-time, partitioned inventory without human intervention can be realized, and the rapid operation of the inventory operation and the accuracy of the inventory data can be ensured.
E. RFID system application
Although the application of various management links in the supply chain is diverse, the application of RFID technology can be summarized as follows: for different packaging levels (single products, boxes, pallets), such as conveyor belt item sorting identification, outbound and inbound product sending and receiving Product identification, product information collection during packaging; collection during forklift operation, mobile data collection and other processes. For each process in the face of different packaging levels, the enterprise has different income status.
